

Инженеры НГТУ им. Р.Е. Алексеева запатентовали модуль, который автоматически подмешивает разные нанопорошки в металлическую деталь в ходе электродуговой 3D-печати — и позволяет управлять прочностью и пластичностью изделия от участка к участку. Первая напечатанная по новой технологии деталь обошлась заказчику почти вдвое дешевле традиционной.
Нижегородский государственный технический университет им. Р.Е. Алексеева получил патент Российской Федерации № 242465 на полезную модель «Модуль подачи нанопорошка в область активной наплавки в процессе аддитивного электродугового выращивания». Патент зарегистрирован 26 марта 2026 года Федеральной службой по интеллектуальной собственности.
Авторами разработки выступили шесть специалистов университета: Максим Аносов, Антон Лайша, Михаил Чернигин, Дмитрий Шатагин, Наталья Клочкова и Анатолий Баевский.
Проблема: ручная переналадка как узкое место технологии
Технология WAAM (Wire Arc Additive Manufacturing) — это способ 3D-печати металлических изделий, при котором деталь выращивается из сварочной проволоки слой за слоем с помощью электрической дуги. Для улучшения свойств металла в определённых зонах детали в расплав вводят легирующие порошки. Однако до сих пор смена типа порошка требовала остановки процесса и ручной переналадки оборудования. Это существенно ограничивало возможности создания деталей сложного состава и делало невозможным оперативное комбинирование различных легирующих добавок в ходе одного цикла печати.
Решение: автоматическая подача и смешивание нанопорошков
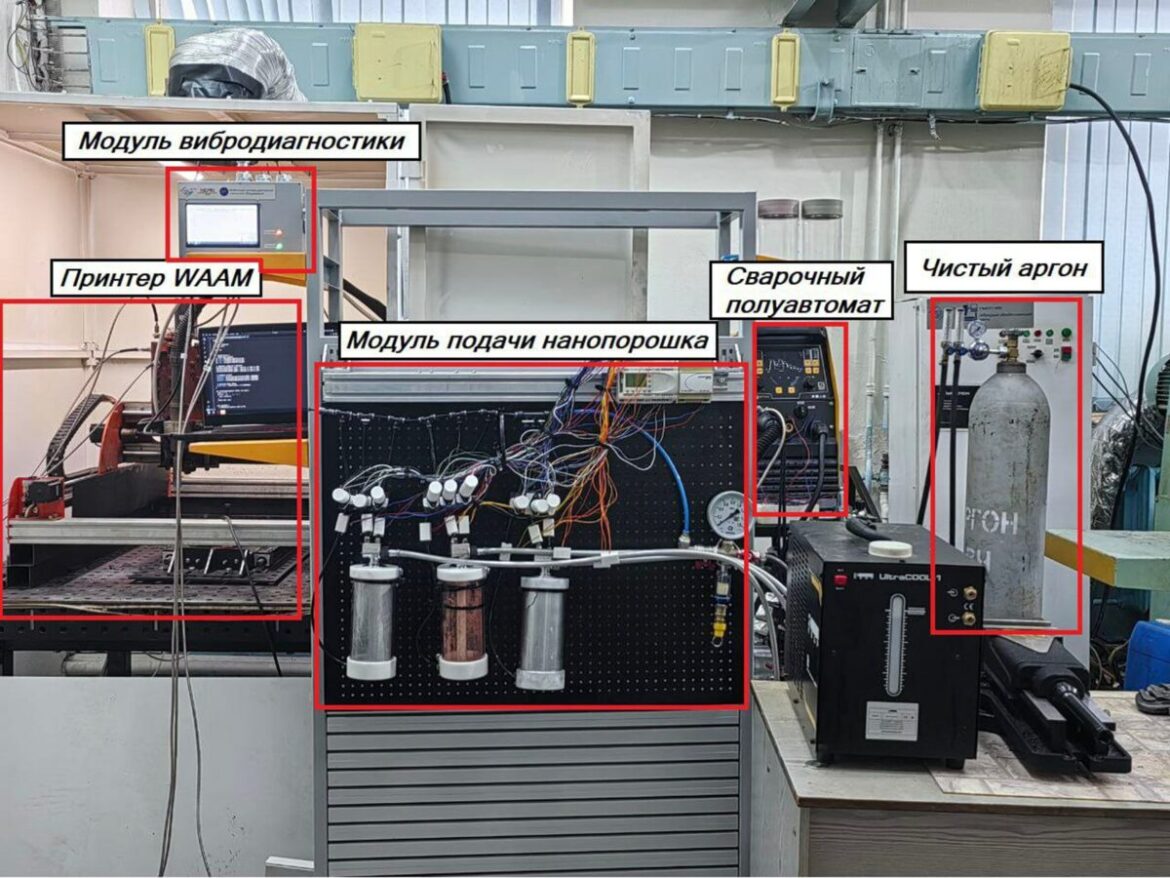
Запатентованный модуль устраняет это ограничение. Устройство представляет собой автоматизированную систему с полуавтоматическим управлением, которая доставляет, дозирует и смешивает разные виды нанопорошков непосредственно в процессе печати — без остановки и без ручного вмешательства.
Конструкция включает несколько автоматизированных бункерных ячеек, каждая из которых содержит отдельный вид нанопорошка. Ячейки оснащены инжекторами, соединёнными через расходомеры с системой приводных дросселей, которая распределяет поток транспортировочного газа. Газопорошковые смеси из разных бункеров поступают в смеситель, а затем через сопло с регулируемым углом и положением распыления подаются непосредственно в сварочную ванну. Приводная система регулировки транспортировочного газа состоит из подготовительно-предохранительного контура и бункерной ячейки, соединённых ручным вентилем.
«Нанопорошок обеспечивает более равномерное распределение легирующей добавки в формируемый металл при нагреве в зоне процесса, — пояснил один из авторов разработки Максим Аносов. — Это даёт более высокие показатели по прочности сплавов без потери пластичности. За счёт такого устройства теперь можно создавать детали с разными данными по прочности и пластичности из одного сплава».
Что это дает: детали с «программируемыми» свойствами
Главный результат — возможность создавать функционально-градиентные материалы: изделия, у которых физико-механические свойства целенаправленно меняются от участка к участку. Зоны, подверженные максимальным нагрузкам, получают повышенную прочность за счёт локального изменения химического состава, в то время как другие участки сохраняют необходимую пластичность. Всё это достигается в рамках одного непрерывного цикла печати, без переналадки оборудования.
Полезная модель относится к областям техники, связанным со сваркой или наплавкой плавящимся электродом в среде защитных газов с одновременным легированием сварочной ванны нанопорошками, в частности к технологическому оборудованию для трёхмерной печати композиционных материалов по технологии WAAM.
Модуль может функционировать как самостоятельное устройство и легко интегрироваться в уже существующие 3D-принтеры, работающие по технологии наплавки проволокой, за счёт переходных фланцев.
«Наша модель относится к порошковой металлургии, в частности к устройству подачи порошка в зону наплавки в процессе аддитивного выращивания. Может использоваться в машиностроении, а также в других отраслях, где важно получать прочные и лёгкие конструкции», — отметил Максим Аносов.
Первое применение: себестоимость снижена почти вдвое
Технология уже прошла практическую проверку. Первой деталью, напечатанной с использованием нового модуля, стала «Плита с внутренним охлаждением», изготовленная для компании «ВР Роботикс».
«Первая напечатанная по данной технологии деталь была "Плита с внутренним охлаждением" для компании ООО "ВР Роботикс". За счёт новой технологии металлоёмкость была снижена в полтора раза, а себестоимость изготовления — почти в два раза», — подвёл итог Максим Аносов.
Перспективы
В дальнейшем разработчики планируют полную автоматизацию технологии и её внедрение в станочные комплексы. Конечная цель — создание рабочих мест, на которых по 3D-модели можно будет оперативно изготавливать детали с практически любыми требуемыми показателями прочности и пластичности.
Источник: Минобрнауки России




